Неразрушающий контроль дает возможность избежать использования в производстве заготовок с дефектами и соответственно предотвратить выбраковку готовых изделий. Многие предприятия используют для этого ультразвуковые дефектоскопы, обладающие такой же чувствительностью, что и рентгеновские, но не использующие для этого источники ионизирующего излучения, что значительно упрощает проверку качества и не требует особых мер безопасности при эксплуатации контрольной аппаратуры.
Производители аппаратура для ультразвукового контроля
На российском рынке контрольно-измерительной техники в сегменте ультразвуковой аппаратуры преобладают отечественные производители, разрабатывающие и выпускающие приборы, не уступающие по своим характеристикам моделям аналогичного назначения мировых брендов. Устройства для ультразвукового контроля изготавливают:
- научно-производственная компания ООО «Акустические Контрольные Системы» (ООО «АКС»), существующая с 1991 г., с базой в Технопарке, расположенном в Горках Ленинских (Московская область);
- научно-производственный центр «Кропус» («Комплексная Разработка Оборудования Промышленных Ультразвуковых Систем») был основан в 1989 г. и базируется в г. Ногинске Московской области. Базой для создания НПЦ «Кропус» было подразделение неразрушающего контроля одного из крупных заводов оборонной промышленности;
- научно-производственная компания «Луч», созданная в 1997 г. и базирующаяся в г. Балашиха Московской области. Компания разрабатывает и выпускает ультразвуковые и вихретоковые дефектоскопы, толщиномеры, твердомеры, комплекты для визуально-инструментального контроля;
- научно-производственная фирма «АКА-Скан» из Москвы, образованная в 2011 году, разрабатывающая и выпускающая широкую номенклатуру приборов для неразрушающего контроля, включая дефектоскопы;
- компания «Константа» из Санкт-Петербурга, боле 20 лет разрабатывает и производит аппаратуру для неразрушающего контроля покрытий разного рода и материалов, в т.ч. методами ультразвуковой дефектоскопии.
Есть и другие производители оборудования для неразрушающего контроля, однако компания «Литас» из Казани – одно из ведущих предприятий Приволжского федерального округа в области поставок аппаратуры для ультразвуковых исследований заготовок и изделий, предлагает акустические дефектоскопы и толщиномеры именно этих производителей.
Ультразвуковая аппаратура неразрушающего контроля от ООО «Литас»
В каталоге компании «Литас» три вида приборов для неразрушающего ультразвукового контроля.
Ультразвуковые дефектоскопы:
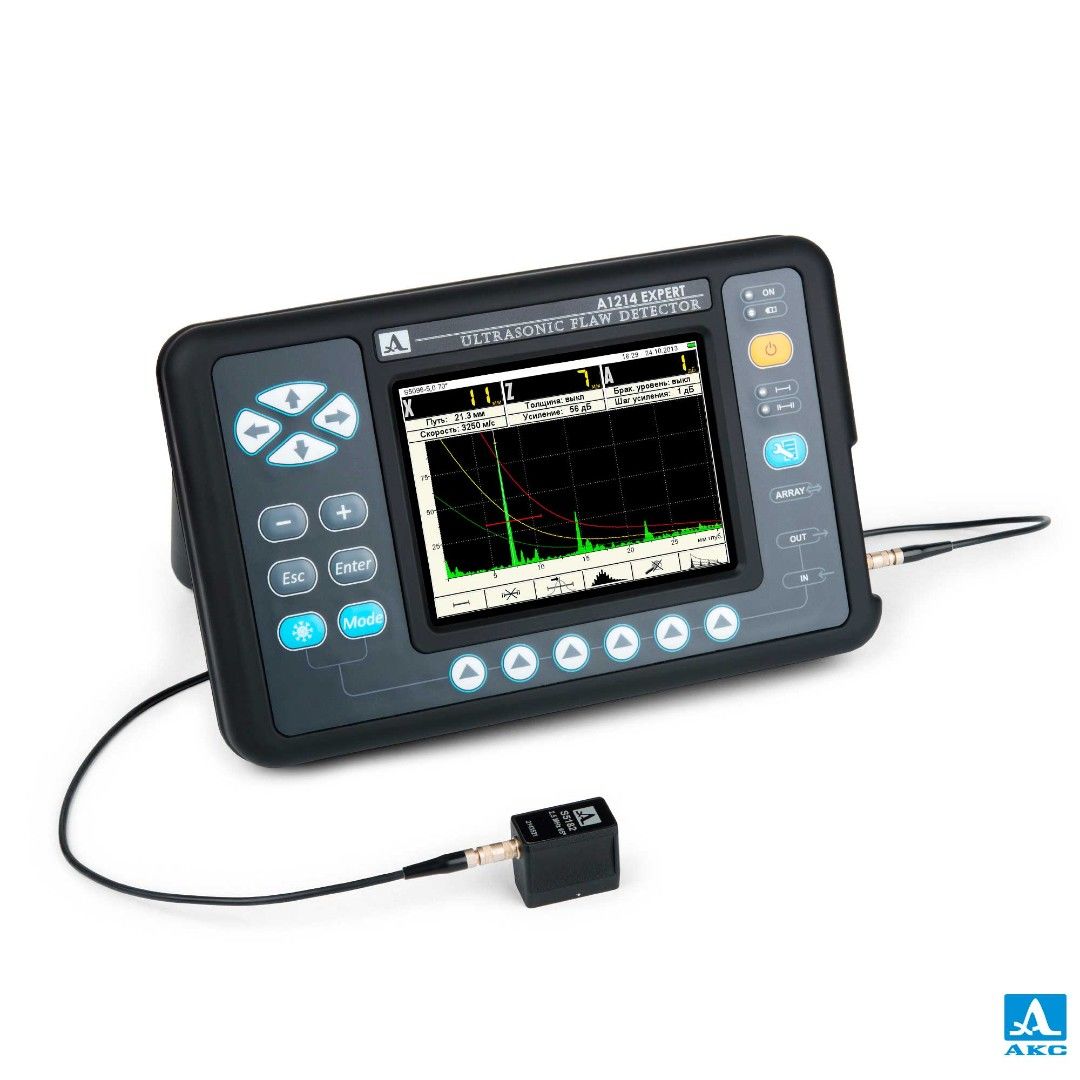
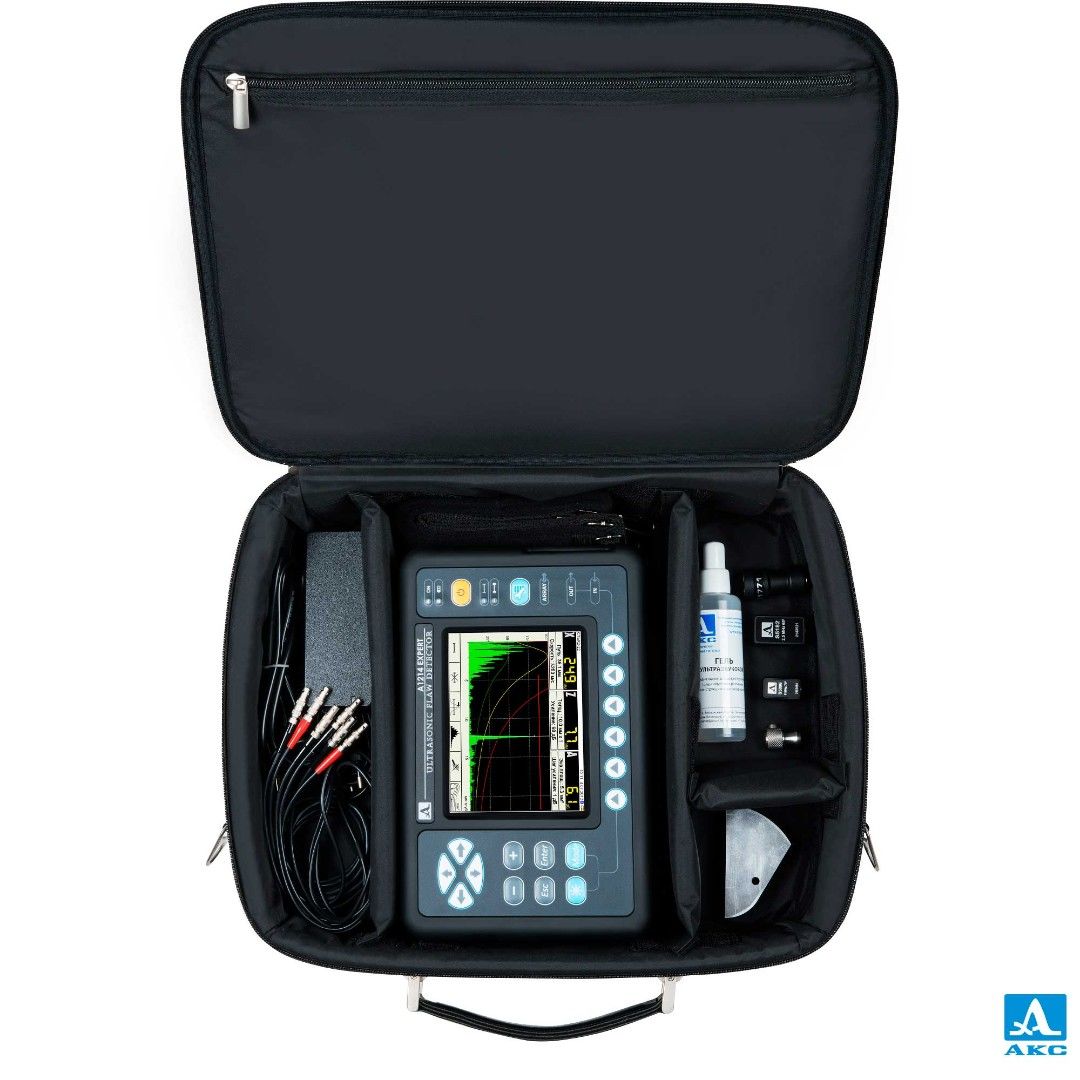
- малогабаритные А1211Mini, А1212 Master, А1214 Expert, изготовленные компанией «АКС», предназначенные для поиска внутренних дефектов на глубине от 2 до 6000 мм (А1214 – до 900 мм) и их локализации, а также изменения толщины изделия. Работают в диапазоне температур от -30⁰С до +55⁰С;
- компактные УСД-46, УСД-50 IPS, УСД-60, выпущенные НПЦ «Кропус», предназначенные для поиска и локализации внутренних дефектов на глубине до 3 м в эхо-режиме и до 6 м в теневом режиме;
- низкочастотные производства НПЦ «Кропус» УСД-50LFS, УСД-60Н, восьмиканальный УСД-60Н-8К, способные выявить, определить размеры и местоположение дефектов на глубине до 18 (в эхо-режиме) и до 36 м (в теневом режиме), на фазированных решетках УСД-60ФР и УСД 60ФР-16/128, работающих на глубине 3 и 6 м;
- сканер УСД-60-8К Weldspector, изготовленный НПЦ “Кропус» предназначен для ручного контроля качества сварных швов со скоростью до 4 м/мин. Работает в диапазоне температур от -30⁰С до +55⁰С, а вес аппарата составляет 4 кг.;
- УД2-70 и УД2-140, производства НПК «Луч» предназначены для поиска неоднородностей в материалах, полуфабрикатах, и сварных соединениях при контроле элементов подвижного состава МПС и метрополитена;
- Пеленг-115 и многоканальный дефектоскоп Пеленг-415, изготовленные НПК «Луч», предназначены для поиска неоднородностей в материалах и сварных соединениях на глубине от 2 до 1500 мм, а также для локализации дефектов. Пеленг-415 может работать в составе многоканальных установок;
- акустические импедансные АД-50К и АД-60К, изготовленные НПЦ «Кропус», исследующий композитные материалы на предмет расслоения, непроклея, толщины покрытия углепластиков и др.
Дефектоскопы-томографы, разработанные и выпускаемые ООО «АКС»:
- сканер-томограф А1050 PlaneScan, предназначенный для контроля качества и поиска дефектов в обшивке самолета, способный обнаружить цилиндрическое расслоение диаметром до 30 мм н глубине 1 мм и продольную трещину длиной 5 мм на глубине 5 мм;
- компактный дефектоскоп-томограф А1525 Solo, демонстрирующий внутреннюю структуру сварного шва и тела металла в режиме on-line, выявляющий дефекты на глубине от 2 до 300 мм;
- портативный дефектоскоп-томограф А1550 IntroVisor, предназначенный для визуализации изображения внутренней структуры изделия из металла или пластмассы на глубине от 7 мм до 7,2 м.
Толщиномеры:
- карманный А1207, А1208, А1209, А1210, А1270, многоканальный А1250 CorroScan производства ООО «АКС», предназначенные для измерений толщины стенки труб, изделий из металла, пластика при температурах от -30⁰С до +50⁰С;
- портативный УДТ-08, с А-сканом УДТ-20 и УДТ-40, изготовленные НПЦ «Кропус» для измерения с высокой точностью толщин изделий их стали и алюминия на глубине 0,8-300 мм (УДТ-08), 0,3-500 мм (УДТ-20) и 0,3-400 мм (УДТ-40);
- ЭМА-толщиномер Air - продукция НПЦ «Кропус», определяющий толщину изделия через сложные виды покрытия (окалина, ржавчина и др.) толщиной до 2 мм;
- портативный многофункциональный прибор Булат-3 производства компании «Константа», работающий с металлическими и неметаллическими изделиями толщиной от 0,25 до 300 мм;
- ТУЗ-2, выпущенный НПК «Луч» для определения толщин изделий с односторонним доступом из стали и сплавов на основании алюминия толщиной от 0,6 до 500 мм.
Все эти ультразвуковые приборы можно приобрести в ООО «Литас», получив консультацию о модели максимально эффективной в конкретном случае.