1 220 ₽
Эталон канавочный Fe №1 (11) АРГО в блистере с 2-мя магнитами, с поверкой СИ

1 220 ₽
Эталон канавочный Fe №2 (12) АРГО в блистере с 2-мя магнитами, с поверкой СИ

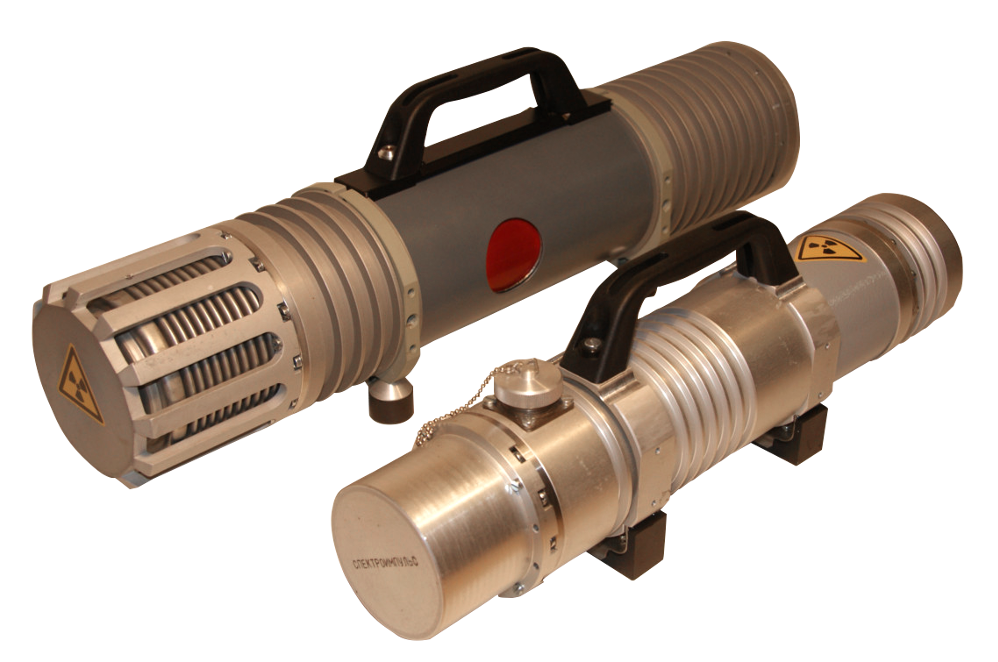
Аппарат рентгеновский переносной "САЛЮТ" "0,3 СБК 200 С РК F 0,8х0,8" с питанием 24 В
Способность выявления дефектов сварных швов магистральных нефте- и газопроводов в полевых условиях, при любых погодных условиях делают радиографические методы одними из наиболее востребованных видов неразрушающего контроля. Однако для получения результатов, раскрывающих характер отклонения и его привязку к месту необходима аппаратура, обладающая соответствующим возможностями. Отечественные и импортные приборы радиационного контроля, обладающие необходимыми характеристиками, можно приобрести в компании «Литас» из Казани.
Радиографический метод проверки сварных швов, изделий и материалов производится согласно требованиям действующего технического регламента – ГОСТ 7512-82. Этот метод основан на способности рентгеновских лучей проходить сквозь металл, воздействуя определенным образом на чувствительную к радиации пленку, помещенную позади проверяемого объекта. В результате на пленке фиксируются места, где имеются дефекты шва и соответственно значительно ниже уровень поглощения рентгеновских лучей. После завершения просвечивания сварных швов рентгеновские пленки проявляются и выполняется их расшифровка – регистрация дефектов, их описание и указание мест расположения.
Радиографический метод проверки позволяет выявить отклонения в сварных швах – непровары, поры, трещины, подрезы, наличие шлаковых и других включений, излишки наплавленного металла, коррозионные изъяны. При использовании рентгеновских лучей становится возможным определить степень вогнутости или выпуклости корня сварных швов, расположенных в местах, недоступных для визуального контроля. Тип пленки определяется ее чувствительностью, а также технологической документацией на проверку качества сварных соединений.
К основным достоинствам радиографического метода неразрушающего контроля сварных швов, изделий и материалов можно отнести:
В то же время рентгенографический метод не свободен от недостатков, в число которых входят:
Однако даже с учетом недостатков рентгенографический метод контроля сварных швов, материалов и изделий дает возможность обнаружить и устранить основную массу замечаний по качеству.
Неразрушающий радиографический контроль сварных швов производится с использованием:
Кроме этого, аппараты для рентгенографических проверок материалов и изделий классифицируются и по другим признакам, в частности они могут быть:
В соответствии с требованиями ГОСТ 7512-82 основным показателем метода рентгенографического контроля является его чувствительность, которая зависит от:
Результаты радиографических проверок во многом зависят от качества рентгеновской пленки для аппаратов рентгеновского излучения или люминофорных фотопластин, используемых в цифровой рентгенографии. Этим объясняется необходимость предварительной проверки каждой партии пленок, пластин и реактивов для их обработки на соответствие заявленными характеристикам.
Перед покупкой радиографа необходимо определить параметры, которые послужат причиной его выбора. Для этого следует знать:
Все эти требования необходимо учитывать при выборе рентгенографа, поскольку это позволит приобрести прибор, способный выполнить проверку качества продукции, выпускаемой предприятием.
Компания «Литас» из Казани – один из лидеров отечественного рынка аппаратуры для неразрушающего контроля выпускает мобильные рентгенографы «Радон», способные найти отклонения в изделиях толщиной до 95 мм при температуре окружающей среды до -40°С. Кроме собственного производство ООО «Литас» распространяет оборудование аналогичного назначения других производителей, а также производит сервисное обслуживание, гарантийный и постгарантийный ремонт этой аппаратуры. «Литас» предлагает:
В компании Литас» можно получить квалифицированную консультацию по выбору модели рентгеноскопического оборудования для неразрушающего контроля конкретной продукции, а также определить условия обслуживания и ремонта этого оборудования в Казани.

Ваша сообщение отправлено